
INTRODUCTION
Welding is a special process that allows you to join solid parts (metal, metal alloys or other materials) permanently, thus creating the continuity of the material. The heat input generally obtained from an electric arc melts the material creating a melt pool, which solidifies generating the weld bead. During the welding process, a filler metal is normally used (in the form of rods, wires or strips), which is distributed in the molten state between the edges of the base material. The chemical and mechanical characteristics of the filler material are similar to those of the base material. For this reason, welding also guarantees the continuity of the material characteristics of the parts thus joined.
The metals that are most frequently joined by welding are steel and aluminum, but also alloys such as nickel and titanium are often the protagonists of this operation. Speaking instead of polymeric elements, only thermoplastic ones can be welded.
Welds can be grouped into two categories: autogenous and heterogeneous welding. The first occurs when the base metal participates by fusion (arc or gas welding) or by pressure (resistance welding, diffusion, explosion, etc.) in the creation of the welded joint and can also be done without filler metal. Heterogeneous welding, on the other hand, is obtained only from the fusion of the filler metal: this is the case with brazing and brazing.
The best known and most industrially used welding processes are the so-called arc welding, where the heat necessary to obtain the fusion is obtained by striking an electric arc between the electrode and the material to be welded. The electrodes used can be fuses, i.e., they participate directly in the melt pool as filler material, or infusible (refractory) where the filler metal is supplied separately in the form of rods or wire.
The protection of the molten pool is fundamental during the welding process. This is ensured by a gas or a mixture of active or inert gases (eg Argon, Helium, CO2). The gas mixture flows directly into the weld puddle from the torch or from the coating of certain fusible electrodes. The primary function of the shielding gas in arc welding is to prevent the heated and molten metal from being damaged by the surrounding air and to provide suitable conditions for arc stability. The oxygen present in the air would in fact cause serious oxidation problems and therefore seriously compromise the quality and final characteristics of the joint.
The main types of electric arc welding are:
- Shielded metal arc welding (SMAW)
- Submerged arc welding (SAW)
- Gas metal arc welding (GMAW) or Metal inert gas (MIG), Metal active gas (MAG)
- Gas tungsten welding (GTAW) or Tungsten inert gas (TIG)
SHIELDED METAL ARC WELDING (SMAW)
The Shielded Metal Arc Welding (SMAW) exploits the heat generated by an arc that arises between the electrode and the piece. The electrode consists of a metal core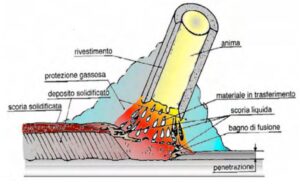 around which there is a coating, made up of deoxidizing materials. During welding, the electrode melts: the core in the form of drops is transferred to the weld pool, acting as a filler material. A part of the coating instead volatilizes towards the outside, causing the formation of gases that replace the air, thus protecting the melt bath from oxygen and nitrogen from the atmosphere, eliminating the danger of oxidation. Another part of the coating melts, protecting the drops during transfer, and entering the melt pool, reacts chemically with it and quickly rises to the surface, bringing to the surface alloying elements or impurities (P and S) that are harmful to the weld. After solidification it replaces the slag which must be subsequently removed.
around which there is a coating, made up of deoxidizing materials. During welding, the electrode melts: the core in the form of drops is transferred to the weld pool, acting as a filler material. A part of the coating instead volatilizes towards the outside, causing the formation of gases that replace the air, thus protecting the melt bath from oxygen and nitrogen from the atmosphere, eliminating the danger of oxidation. Another part of the coating melts, protecting the drops during transfer, and entering the melt pool, reacts chemically with it and quickly rises to the surface, bringing to the surface alloying elements or impurities (P and S) that are harmful to the weld. After solidification it replaces the slag which must be subsequently removed.
The process is completely manual. The advancement along the seam (i.e. the direction along the welding line) and that along the axis of the electrode (due to the consumption of the electrode itself) are carried out manually. The welder uses an electrode holder, which must ensure good electrical insulation, a good electrical connection about the electrode and the rapid replacement of the latter.
SMAW welding is the most used technique thanks to its versatility of use: it is in fact a manual process that lends itself to work on site as it requires simple and portable equipment. Productivity is relatively low compared to other types of welding, mainly due to the need to remove the slag at each single pass and the need to replace the electrode with a new one once worn.
Submerged arc welding (SAW)
Submerged arc welding is a fully automatic autogenous welding process, due to the high currents used (from 500 A up to 3000 A) and the high deposition rate. The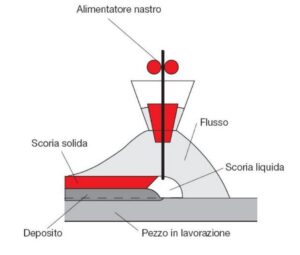 thermal energy is provided by the electric arc that strikes between a continuously powered fuse electrode wire and the piece. Arc protection is entrusted to a layer of granular and fuse flux distributed on the joint above and in front of the arc that covers the molten pool and the base metal next to the joint. The arc then appears under the granular flow layer and is therefore not visible (hence the name submerged arc). The thermal energy developed by the arc causes the melting of the continuous wire, the base material and part of the flow. Base material and filler material mix in the molten state, then solidify to form the weld layer. The part of the flow that is melted chemically reacts with the bath and therefore forms the slag, which covers the bead and must be subsequently removed.
thermal energy is provided by the electric arc that strikes between a continuously powered fuse electrode wire and the piece. Arc protection is entrusted to a layer of granular and fuse flux distributed on the joint above and in front of the arc that covers the molten pool and the base metal next to the joint. The arc then appears under the granular flow layer and is therefore not visible (hence the name submerged arc). The thermal energy developed by the arc causes the melting of the continuous wire, the base material and part of the flow. Base material and filler material mix in the molten state, then solidify to form the weld layer. The part of the flow that is melted chemically reacts with the bath and therefore forms the slag, which covers the bead and must be subsequently removed.
This welding process allows to weld large thicknesses and to obtain high penetration. It allows to operate at high feed and deposit speeds. For this reason, it is characterized by high productivity. Since the cost of machinery is high, this process is mainly used for mass production.
MIG/MAG (GMAW)
Continuous wire welding with gas protection, Metal-arc Inert Gas (MIG) or Metal-arc Active Gas (MAG) depending on whether the gas is inert or chemically reactive, is an autogenous welding process by fusion in which the Thermal energy is provided by an arc which forms between a fusible electrical wire and the workpiece.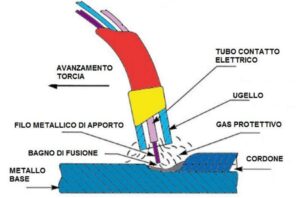 The electrode is a bare wire, continuously fed into the welding area through a gun using a special device. This constitutes the filler material. Electrode wire, molten pool, arc and the areas surrounding the base material are protected from atmospheric contamination by a flow of gas from the gun. This semi-automatic welding procedure (automated electrode feeding, manual advancement along the welding line) overcomes the technological and operational limits of the manual procedure with coated electrodes, which requires periodic stops for the replacement of the butts, and the arc procedure submerged (of which it is a natural evolution) which does not allow welding in position and does not allow visual control of the weld pool. MIG welding takes place with inert gases (Argon), while MAG welding uses active gases (mixture of Argon, Carbon Dioxide, Oxygen). Argon is used in the welding of aluminum, copper and its alloys, while MAG welding is used for all other materials such as carbon steel and stainless steel.
The electrode is a bare wire, continuously fed into the welding area through a gun using a special device. This constitutes the filler material. Electrode wire, molten pool, arc and the areas surrounding the base material are protected from atmospheric contamination by a flow of gas from the gun. This semi-automatic welding procedure (automated electrode feeding, manual advancement along the welding line) overcomes the technological and operational limits of the manual procedure with coated electrodes, which requires periodic stops for the replacement of the butts, and the arc procedure submerged (of which it is a natural evolution) which does not allow welding in position and does not allow visual control of the weld pool. MIG welding takes place with inert gases (Argon), while MAG welding uses active gases (mixture of Argon, Carbon Dioxide, Oxygen). Argon is used in the welding of aluminum, copper and its alloys, while MAG welding is used for all other materials such as carbon steel and stainless steel.
This type of welding allows for high productivity and good flexibility of use. In fact, it can be used to weld austenitic and ferritic steels, aluminum alloys, copper, nickel and titanium. These features, combined with the affordable costs of the machines, have made it more and more widespread over time. The main disadvantage of this process is that, since the weld pool protection is provided by the gas flow from the torch, problems could occur if performed on site when there is wind.
TIG (GTAW)
TIG welding (Tungsten Inert Gas) or GTAW (Gas Tungsten Arc Welding), arc welding in inert gas with infusible Tungsten electrode, is a process in which the heat necessary for carrying out the welding is provided by an electric arc that body between a non-consumable electrode and the workpiece.  The electrodes used must be of a material capable of withstanding the high arc temperatures. Tungsten having a very high melting temperature, combined with its high thermal and mechanical characteristics, its thermoelectric power (ability to emit electrons at high temperature) which stabilizes the arc, is the most suitable. The welding area, the molten metal, and the electrode are protected from the influence of atmospheric agents thanks to the inert gas fed through the electrode holder torch. TIG welding can take place with the addition of other material (rod) or by melting only the base material.
The electrodes used must be of a material capable of withstanding the high arc temperatures. Tungsten having a very high melting temperature, combined with its high thermal and mechanical characteristics, its thermoelectric power (ability to emit electrons at high temperature) which stabilizes the arc, is the most suitable. The welding area, the molten metal, and the electrode are protected from the influence of atmospheric agents thanks to the inert gas fed through the electrode holder torch. TIG welding can take place with the addition of other material (rod) or by melting only the base material.
This process is quite common. It allows to have high quality joints, even if it requires highly qualified operators. It is particularly suitable when small thicknesses of material must be welded, starting from a few tenths of a mm. On the other hand, it is not possible to weld thicknesses greater than a few mm (2-3 mm for steels) with a single pass. For this reason, in general, it is not used to weld thicknesses greater than 5-6 mm. Therefore, considering its low productivity, it is often used to carry out the first pass of a joint, while the filling is carried out subsequently with higher productivity processes (SMAW, MIG / MAG). The application of this process is found mainly in the welding of stainless steels, aluminum and its alloys, nickel, copper, titanium and their alloys.
CONCLUSIONS
In this article welding has been briefly introduced: we have seen the main processes used in the industrial field, describing their main operating characteristics, and highlighting their main advantages and disadvantages.
In the next article we will talk about the defects that can generally be found in welding. We will then introduce the main techniques of Non-Destructive Testing (NDT) on welds, used to detect the presence of defects at the end of the manufacturing process or to evaluate the presence of the same in the components in operation.